If the valve seat is secured firmly in the counterbore and is free of cracks and burns, you may remove slight damage such as pitting by hand grinding (fig. 3-11). Generally, you will use prussian blue to check the valve and valve seat, but if this is not available, use any thin dark oil-based paint. Allow the valve to seat by dropping it on the valve seat from a short distance. If the surfaces fail to make complete contact, regrinding is necessary.
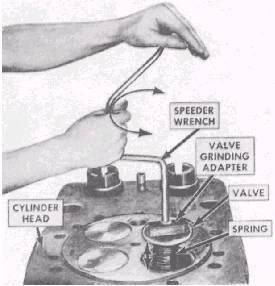
.–Hand grinding a valve and valve seat.
In any valve reconditioning job, the valve seat must be concentric with the valve guide. You can determine the concentricity with a dial indicator, as shown in figure 3-12.If you must grind a valve seat, hold hand grinding to a minimum and never use it in place of machine grinding, in which a grinding stone is used to refinish the seat (fig. 3-13). Grind the seat a few seconds at a time until it is free of pits. Check the seat after each cut. The primary objection to hand grinding the valve to the seat is that a groove or indentation may be formed in the valve face. Since the grinding is done when the valve is cold, the position of the groove with respect to the seat is displaced as the valve expands slightly when the engine is running. This condition is illustrated (greatly exaggerated) in figure 3-14. Note that when the valve is hot, its ground surface does not make contact at all with the ground surface of the seat. Therefore, hand grinding should be used only to remove slight pitting or as the final and finishing operation in a valve reconditioning job.
Some valves and seat are not pitted sufficiently to require replacement but are pitted to such an extent that hand grinding would be unsatisfactory. Such valves may be refaced on a lathe (fig. 3-15), and the valve seats may be reseated by power grinding equipment (fig. 3-13).
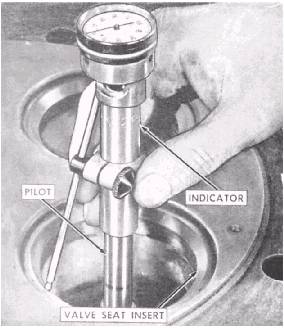
.—Determining concentricity of the valve seat with a dial indicator.
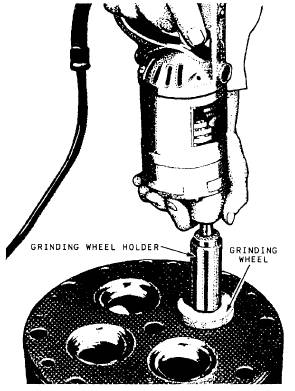
.—Machine grinding a valve seat.
Normally, these operations are done at a repair base or naval shipyard.A valve head that is excessively reground to such an extent that its edge is sharp, or almost sharp, will soon burn. A sharp edge cannot conduct the heat away fast enough to prevent burning. This is the factor that limits the extent to which a valve may be refaced.