MEASURING BEARING CLEARANCES
MEASURING BEARING CLEARANCES
Do not use leads, shim stock, or other such items to determine clearance of precision bearings. These items may seriously damage the soft bearing material. Instead, use a micrometer fitted with a spherical seat to measure the thickness of bearing shells. Place the spherical tip against the inside of the bearing shell to obtain an accurate reading and to prevent injury to the bearing material. Figure 3-33 shows a micrometer caliper fitted with a steel ball for measuring bearing thickness. An alternate method for determining clearance is with a Plastigage (fig. 3-34). The Plastigage will not
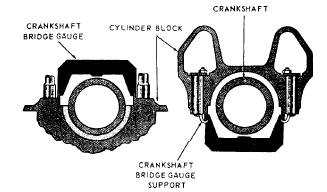
—Crankshaft bridge gauge.
leave an impression in the soft bearing metal because the gauge material is softer than the bearing. To use this method, place a length of the Plastigage of proper gauge across the bearing. Then, assemble the bearing cap and tighten it in place. DO NOT TURN the crankshaft, as that will destroy the Plastigage. After you install and properly fasten the bearing cap, remove it. Compare the width of the crushed Plastigage with the Plastigage chart to determine the exact clearance.
You must take measurements at specified intervals, usually at every overhaul, to establish the amount of bearing wear. Also take a sufficient number of crankshaft journal diameter measurements at suitable points to determine possible out-of-roundness. With some types of engines, a crankshaft bridge gauge (fig. 3-35) is used to check the wear of the main bearing shells. To use the gauge, place it on the crankshaft and measure the clearance between the bridge gauge and the shaft with a feeler gauge. Any variation between the measured clearance and the correct clearance (usually stamped on the housing of each bearing) indicates that main bearing wear has occurred. The maximum limits of wear are listed in the manufacturer’s technical manual. Some engine manufacturers recommend that bridge gauge readings be taken at every overhaul in conjunction with crank web deflection measurements.
The important point to remember is that if you cannot overhaul an engine due to lack of space, manpower, or expertise, you may request outside help by using an OPNAV Form 4790/2K. This form, when used as a work request, will be sent to a ship intermediate maintenance activity (SIMA). The SIMA will then accept or reject the work request. If the work request is accepted, the SIMA will order all repair parts, overhaul the engine, and perform an operational test according to the manufacturers’ technical manuals and the NSTM, chapter 233.
As stated earlier in this section, maintenance cards, manufacturers’ maintenance manuals, and various other instructions discuss repair procedures in detail. Therefore, this chapter will be limited to general information on some of the troubles encountered during overhaul, the causes of such troubles, and the methods of repair.